Продолжение поста «Как заювелирить долбанный титан?»
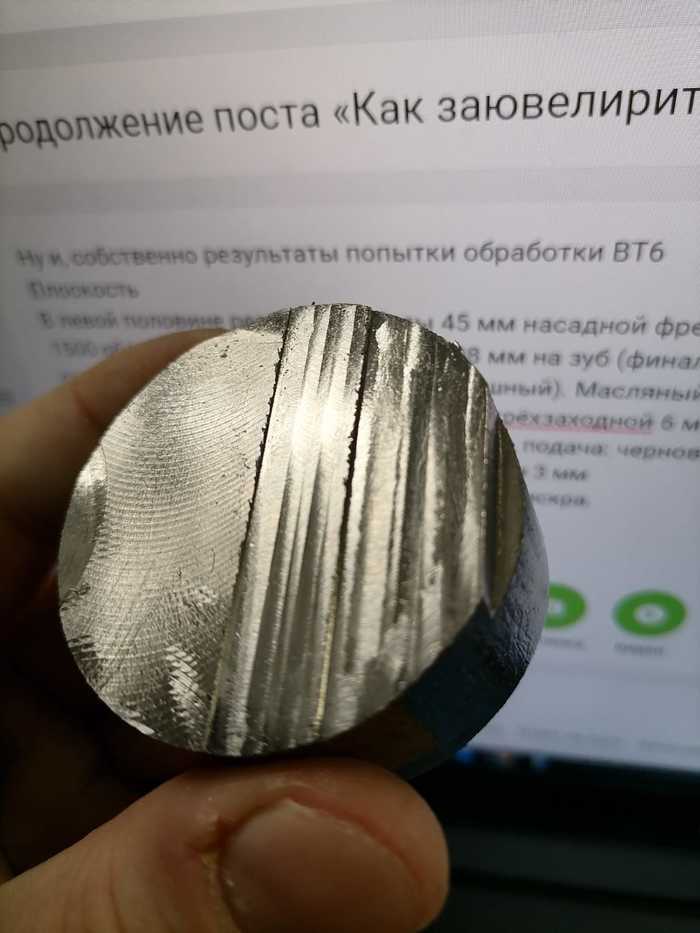
Ну и, собственно результаты попытки обработки BT6
Плоскость.
В левой половине результат работы 45 мм насадной фрезы с 4 пластинами ZCC по алюминию на 1500 об/мин (212 м/мин) с подачей 0,08 мм на зуб (финальный съем 0,1 мм по Z, до этого снималось по 0,3, и звук был очень страшный). Масляный туман работал на 50%
В правой половине результат обработки трёхзаходной 6 мм фрезы с DLC покрытием.
Скорость резания: 60 м/мин (3200 об/мин), подача: 0,1мм/зуб (955 мм/мин). В центре съем 0,5 мм по Z, справа - 0,1. Боковой съем 3 мм
При съеме 0,1 мм по Z пару раз появлялась искра.
Грань
Еще на прошлом эксперименте были подубиты ZCCшные пластины на насадной фрезе, поэтому не рискнул ими же обрабатывать торец.
Проходил только выше упомянутой трёхзаходной 6 мм фрезой.
На фото результат обработки со следующим режимом 60 м/мин (3200 об/мин), подача: 0,1мм/зуб (955 мм/мин). Съём по Z - 5 мм. Боковой съем (результат, что на фото) 0,3 мм. Масляный туман на 50%
При попытке уменьшить подачу или боковой съем пошла искра. Таким образом, более чистой грани не вышло.

Ну и предварительный вывод:
ВТ1 можно обрабатывать фрезами по алюминию с DLC покрытием (специальное покрытие от налипания) на режимах по титану.
Масляный туман (MQL) с повышенным давлением и концентрацией масла также неплохо работает.
Для ВТ6 уже нужны спецфрезы и СОЖ, а не масляный туман.
Ну пару слов по DLC.
Фрезы с этим покрытием предназначаются для обработки мягких цветных металов, пластиков и композитов. Фрезы с этим покрытием чуть более долговечнее, чем без него, так как имеет большую жесткость. Но его самая главная ценность - к нему не липнет ни алюминий, ни пластик на высоких оборотах и маленьких подачах, когда нужно сделать более чистую поверхность.
Ниже - эта самая фреза. Как видно, покрытие на режущих кромках уже почти отсутствует. Фреза работала 2 месяца по Д16 и ДТ16Т на 8 режиме аймаша. За это время коррекция на радиус составила только 4 сотки.