

Вдарим лазером по металлу грамотно
91 пост
91 пост
2 поста

1 пост
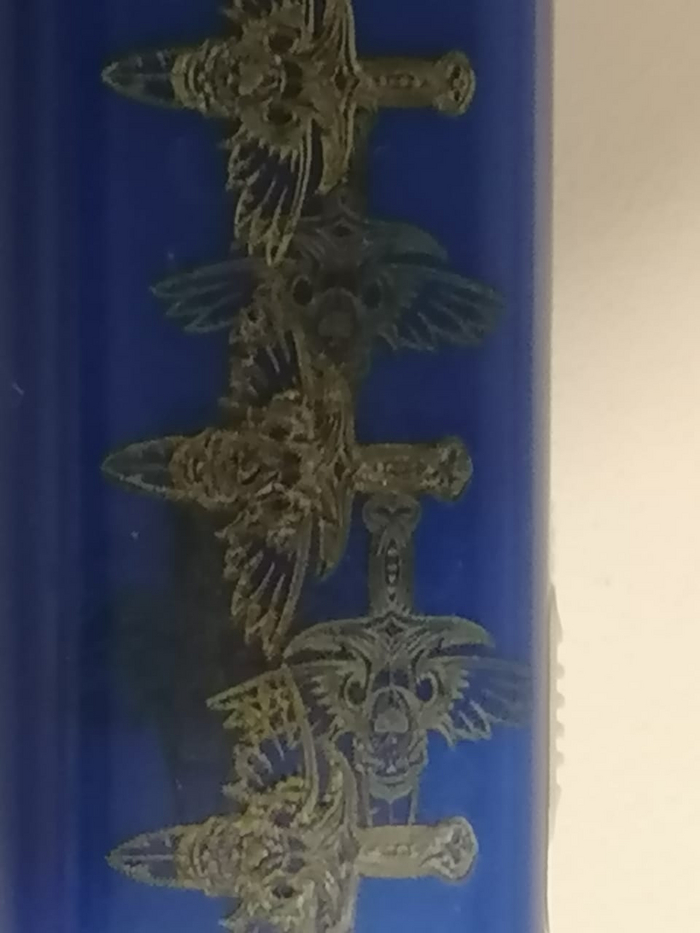
Предмет - визитница.
Материал - нержавеющая сталь неизвестной марки.
Тут я экспериментировал с заливкой подложки, чтобы получить максимальный глянец на изображении, но не потерять белый цвет. Вышло средне, так как чем меньше шероховатость подложки, тем меньше белого.
Завтра очень надеюсь, что начну что-то делать с другими материалами. И начну, наверно, с алюминия. Начну поиск максимально возможной черной гравировки.
Михаил Горшнев - мы тебя помним.
КиШ - Лесник

Честно говоря уже самому начала надоедать фотомаркировка. Да, красиво, да стала пользоваться спросом (причем по словам некоторых клиентов - приходят от других лазерщиков, у которых хоть и дешевле и быстрее, хотя и хуже качество), уже стала приносить дохода больше, чем техническая маркировка (маркировка шильдов, приборов), но, сцуко, долго и однообразно.
70% рабочего времени станка сейчас занимает фотомаркировка на стали.
Лежат листы титана, но нет времени нормально донастроить станок на нем.
А там и цвета насыщеннее, и та же фотомаркировка с новыми оттенками...
И кольца из титана ждут нормального патрона для поворотки...
И композитные материалы из Китая дошли...
Но руки до всего этого никак не дойдут...
Ладно, поныл чуток, минусите)
Есть у меня любимая сковорода, которой уже лет 5 минимум. Gipfel. Покрытый тефлоном алюминий.
Естественно, за это время дно сковороды впитало себя культурный слой приготовленных блюд (вопрос: как тщательно вы моете дно сковороды?).
И естественно весь этот культурный слой уже отмыть становится очень сложно (да, можно замочить в соде, Шуманите, долго тереть и превратить весь этот процесс в погружение в медитацию).
Но ведь лень...
После 15 минут лазерной обработки берем сковороду, зубную щетку, соду и трем минуту/две. Жир отходит единым слоем.
Предостережение для всех: даже не думайте снимать таким образом тефлон (полимер тетрафторэтилена).
Как я писал в предыдущем посте: пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
Казалось бы, что может быть проще: уменьшить мощность лазерного луча? Эх, если бы это было так просто. При переходе определенной мощности пластик перестает "воспринимать" лазерный луч. При одной мощности пластик греется, плавится, дымит, но стоит уменьшить мощность лазерного луча на 1 ватт, и пластик уже перестает "воспринимать" волну с длинной 1064 нм.
Но, в этот раз не буду душнить поглощаться в теорию, а просто перейду к практике и маркиратору. Мы ж тут не образование пришли получать, а смотреть мемасики. Ну и бизнес делать.
Знаю, что на этот вопрос мне скорее всего никто не ответит, но задать его стоит: Многие ли из вас, кто работает на маркираторах, понимают исходя из чего вы подбираете скорость перемещения лазера и частоту импульса?
Думаю, основной ответ будет таким: Ну чтобы быстро и красиво.

Как выглядит стандартная картина при маркировке/гравировке на металле:
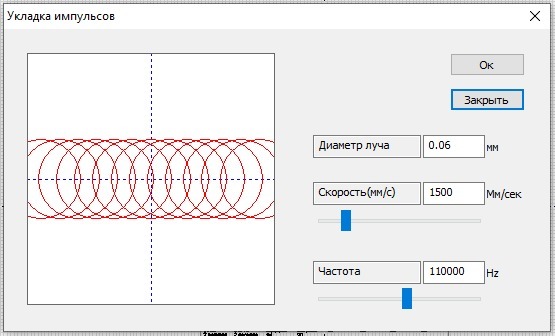
Кружки - это пятна лазерного луча на поверхности металла. Когда каждый последующий импульс перекрывает предыдущий, происходит нагрев материала (все же помнят, что импульсы в маркираторах измеряются в килогерцах, а герц - это 1 импульс в секунду. А 1 килогерц - это 1000 импульсов в секунду).
Чтобы не нагревать пластик необходимо подобрать частоту импульса и скорость лазера таким образом, чтобы пятна лазерного луча при гравиовке не перекрывались.
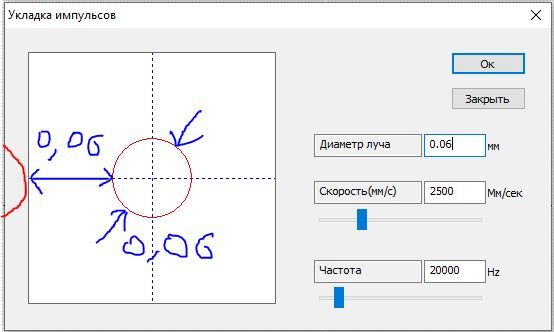
Извиняюсь за мои художества, но так всеж понятно.
Специально установил частоту 20 кГц для обладателей Raycus.
При данном режиме смертоносный лазерный луч маркиратора несет достаточно энергии, чтобы разрушать все на своем пути пластик, но недостаточно для объемного нагрева этого самого пластика.
Для тех, кому лень думать: в настройках маркиратора, нужно установить минимальную возможную для вашего станка частоту, а скорость настроить так, чтобы между пятнами лазера было расстояние примерно равное удвоенному диаметру этого самого пятна (на линзе F330 пятно 0.06 мм, на F160 - 0.035 и т.д.). На последней фотографии как раз такой пример: частота 20 кГц, скорость 2500 мм/с.
А дальше, играя мощностью, подобрать для конкретного пластика свою.
В в результате мы получим отгравированный нужным для нас образом, но не расплавленный пластик.
Ниже будут видео с гравировкой 3 самых простых для лазера пластиковые: ПЭТ, АБС и полистирол.
Ну тут наглядно видно, почему маркираторы с контролем импульса (MOPA) стоят намного дороже станков без этой чудесной вещи.
И это пока пример на 3 видах пластиков.
В переди еще ПВХ, несколько видов пластиков на основе различных смол. Но пока не знаю, когда до них дойдут руки.
Начну цикл постов о лазерной гравировке пластиков.
Но прежде чем начать выдавать конкретную информацию по способам гравировки того или иного пластика, все ж хочется коснуться теории, да, я душнила, так как это поможет практически любому здраво мыслящему человеку, имеющему в распоряжении практически абсолютно любой твердотельный маркиратор от Raycus до IPG (с СО работал очень мало, с УФ работал вообще поверхностно, поэтому пост только об оптоволокне), с контролем импульса или без него, путем не очень долгих вычислений и подборов режимов осилить гравировку тех или иных материалов, которые либо гравируются очень сложно, либо не гравируются вообще (на конкретном типе источников, естественно с некоторыми допущениями (но если очень захотеть, то можно гравернуть/маркернуть все и дешево).
Основная нить, которая проходит через все мои посты - разделение гравировки и маркировки (сейчас в меня полетят тухлые помидоры)
1. Гравировка - удаление материала с поверхности детали. Маркировка - нагрев поверхности детали до определенной температуры, при которой изменяются свойства материала (цвет, коррозионостойкость, тепло и электропроводность и много чего еще).
2. Лазерный луч, даже в маркираторе, даже на ватт 5-10 несет довольно сильную энергию, которая за наносекунды способна разогреть подходящий материал до нескольких сотен градусов или, при коротком импульсе, отделить несколько молекул от материала без его существенного нагрева (про подходящие материалы вы можете ознакомиться в сети интернет по проблеме поглощения различными материалами света в определенном диапазоне спектра, также как и про "короткий импульс". Хотя, возможно и об этом напишу...).
Так вот, к чему я веду? Если вспомните мои предыдущие посты:
- как на тему проблемы коррозии металла (где были достаточно научные раскопки): О чем не говорят маркировщики. Ржавление нержавейки. Предварительные итоги
Кстати, тут (Продолжение экспериментов над дешевой нержавейкой AISI 430) уже есть заметные результаты
- как на тему разделения сплавов лазером: Удаление металла из сплава при помощи лазера
- так и на тему всех уже задолбавшей фотомаркировки Фотомаркировка
и её отличия от фотогравировки Разница между фотогравировкой и фотомаркировкой. Качество покрытия (неудачный дубль)
Основной посыл заключается в одной главной вещи: разрекламироваться научить БЕСПЛАТНО хотя бы поверхностно самим принципам лазерной обработки материалов.
Если понять принцип работы хотя бы того же маркиратора, разделить гравировку и маркировку, понять зависимость наложения пучка лазера с определённой плотностью (частота импульса, скорость, плотность заливки) с тем, что это пучок лазера делает с материалом, то большая часть вопросов отпадет сама:
- как сделать черную контрастную коррозионностойкую маркировку?
- как подобрать тот или иной цвет на нержавеющей стали и различных сплавах?
- как гравировать материалы, которые в испускаемом маркиратором спектре лазерного луча вообще его "не воспринимают"?
Но почему-то всем (вру, многим) лень. Поэтому вернемся к теме поста на самом наипростейшем языке.
Как же наносить текст или изображение на пластик на оптоволоконном (твердотельном/иттриевом) лазерном маркираторе?
Если сравнить многие пластики и многие металлы (амальгамы, инконели и нейлонопластики вычеркиваем, ибо это не тема для Пикабу), то пластики, сцуко, плавятся при намного меньшей температуре, чем металлы.
При попытке "гравернуть" на маркираторе ПЭТ, ПВХ, ПП, ПС и тем более PETG часто получается стандартная картина:

Если по простому: пережог или перенагрев.
Или даже такая


Ой, это не к этой теме...
И вот тут то я снова возвращаюсь ко всех задолбавшей теме маркировки/гравировки:
Для нанесения четкого, читаемого, коррозионостойкого изображения на пластик необходимо пластик именно гравировать.
Кто поймет, что тут происходит, тот поймет, о чем будет (или не будет) следующий пост
Ну вы поняли. Просто видео фотомаркировки...
Решил сделать подарок одному "подписчику".
Увы, но видео снова из ВК. Ну не хватает пикабушных 3-х минут.
Но нужно торцануть пруток?
Правильно! Взять наждак для гравера

Сверлильный станок для печатных плат

Пруток запихнуть в патрон для лазерного маркиратора
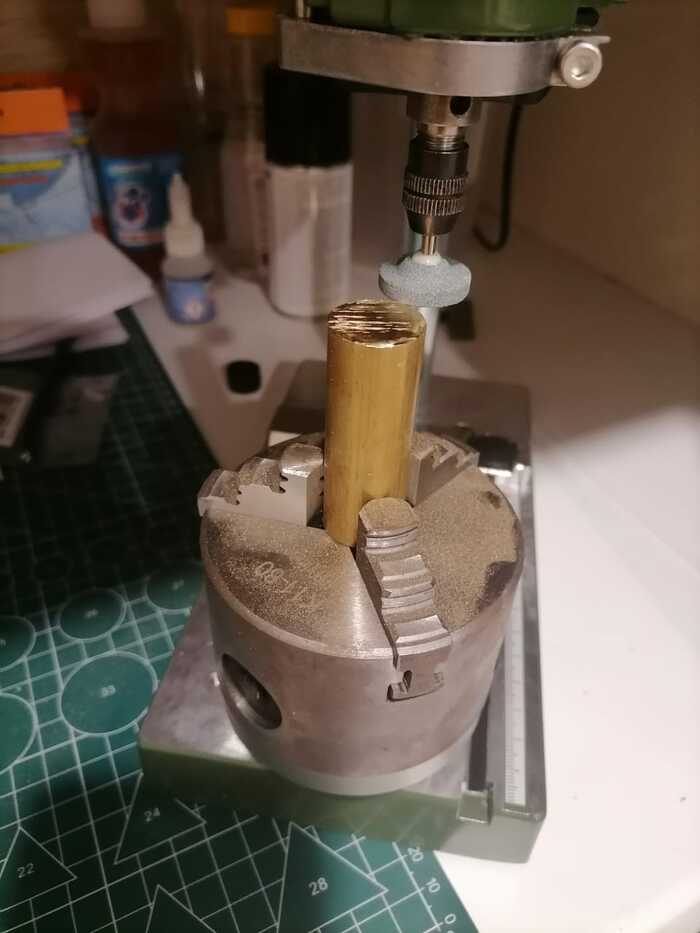
И хуярить
Слабонервным не смотреть
И в конце получить годную деталь для клише

Итого: я сделал торцовку токарной детали методом фрезерования на микросверлильном станке наждаком для гравера
Сам процесс изготовления клише в следующем посте
