

Вдарим лазером по металлу грамотно
91 пост
91 пост
2 поста

1 пост
Всех приветствую.
Дописал я более или менее законченную статью на эту тему. Частично она повторяет предыдущие посты:
Но в этот раз я провел пару дополнительных экспериментов, а также более глубокий поиск в научной и учебной литературе. Практически полностью убрал информацию из недостоверных источников.
Простыня получилась очень большая, поэтому разместить ее тут очень проблематично.
Да не забанят меня модераторы, но прочитать ее можно пока только на моей странице в ВК: https://vk.com/@laser_painter-korrozionnye-processy-v-nerzha...
Хотя, если и забанят, то я не сильно огорчусь.
Если вас интересует данная проблема, то welcome.
Решил все же опубликовать тут финальный пост, который является продолжением этого поста: Гравировка стекла на оптоволоконном маркираторе
Оригинал у меня на странице ВК: https://vk.com/@laser_painter-gravirovka-stekla-na-optovolok...
Как сделать гравировку какого-то материала на лазерном маркираторе, если длина волны у маркиратора данный материал не "берет"?
Можно применить немного смекалки.
Есть оптоволоконный маркиратор с длиной волны лазерного луча 1,064 мкм.
Есть стекло, которое гравируется лазером с длиной волны 10,6 мкм. Такую длину волны можно получить на газовых (СО) маркираторах или граверах.
Но что делать, если очень хочется? Выход есть!
Гравировать стекло не лазером а другим материалом, который будет использоваться в качестве подложки, и который то и будет гравироваться. А на стекле будут образовываться микротрещины, в которые материал подложки и будет проникать.

В качестве подложки необходимо, конечно, использовать металл.
Для примера были взяты сталь, цинк, алюминий, титан и латунь.

В отличие от СО маркиратора или гравера, который на поверхности стекла просто оставляет микротрещины, благодаря чему поверхность становится матовой и менее прозрачной, при таком способе именно гравируемый металл создает эти микротрещины и проникает в стекло.
А что насчет стойкости такого способа гравировки? Будет ли металл стираться и «уходить» из этих микротрещин?
Проведем эксперимент.
Попробуем сначала отмыть стекло содой (точнее чистящим средством с содой)

Потом повысим планку и применим уксусную кислоту

А потом еще попробуем оттереть стекло в растворе щелочи (средства для прочистки труб)


Продолжим жестить и бахнем серной кислоты (электролита для аккумуляторов)

Ну и под конец все тщательно протрем изопропиловым спиртом

После всех этих жестких экспериментов на выходе получится вот такая картина


Алюминий практически полностью покинул микротрещины (на этапе применения щелочи)
Цинк уже начал вымываться при применении уксусной кислоты и продолжил это делать при промывке в серной
Титан и сталь вообще никак не отреагировали на такие опыты, а латунь немного посветлела, но все же осталась в стекле

Гравировка стекла на оптоволоконном маркираторе более чем возможна.
Окончание этого поста: Продолжение экспериментов над дешевой нержавейкой AISI 430
Суть эксперимента заключалась в следующем:
Взять абсолютно одинаковые заготовки из нержавейки AISI 430. На одну из них нанести цветную маркировку сразу на поверхность. На вторую заготовку нанести цветную маркировку после предварительной плотной гравировки поверхности.
Выждать какое-то время, пока на поверхности не появятся следы коррозии.
Ждал я 27 дней. Потом мне это все надоело.
С поверхностной цветной маркировкой все было ясно изначально (это было еще в прошлом посте). Это будет Заготовка 1:
Я просто сделал повторно такую же.
Так выглядела маркировка после предварительной гравировки. Заготовка 2.

Ждал я 27 дней. Потом мне это все надоело.
После 27 дней ожидания с Заготовкой 2 не произошло абсолютно ничего. Следов коррозии я не обнаружил.
Казалось бы можно радоваться, гравируй, потом маркируй цветом по отгравированной поверхности.
Но не все так просто.
Для чистоты эксперимента решил замочить все это дело дополнительно на пару часов в воде (обычной колодезной водопроводной).
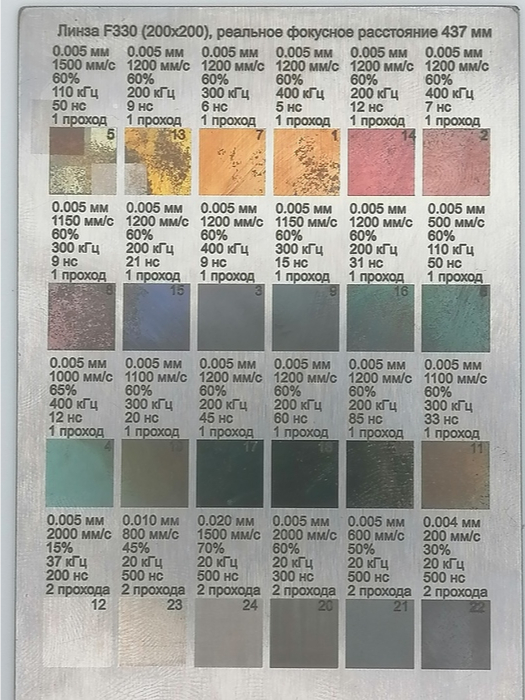
Вот что стало с уже корродированной поверхностной маркировкой:

Сперва покажется, что квадраты с номерами 7 и 1 без следов коррозии, но на самом деле это не так. Камера это не передаёт, но эти квадраты поменяли цвет, а значит "слетел" определенный слой оксидной пленки.
На самом деле, абсолютно не подверглись коррозии только 2 квадрата:
12 - это, так называемый, режим чистки, при котором лазер удаляет только жировые отложения и оксидную пленку (тут самую, которая дает цвет или создает интерференцию света), но на чистую поверхность нержавейки практически не воздействует.
22 - тот самый черный цвет. Но это не тот матовый цвет, которым "чернится" нержавейка на станках без контроля ширины импульса (уж извините, но нужно сказать правду), а измененный, благодаря увеличению ширины импульса.
Что же стало со второй заготовкой (где маркировка производилась после гравировки):

Тут картина кажется более обнадеживающей.
Как минимум на 50% режимах маркировки коррозия никак не проявила себя (даже под микроскопом).
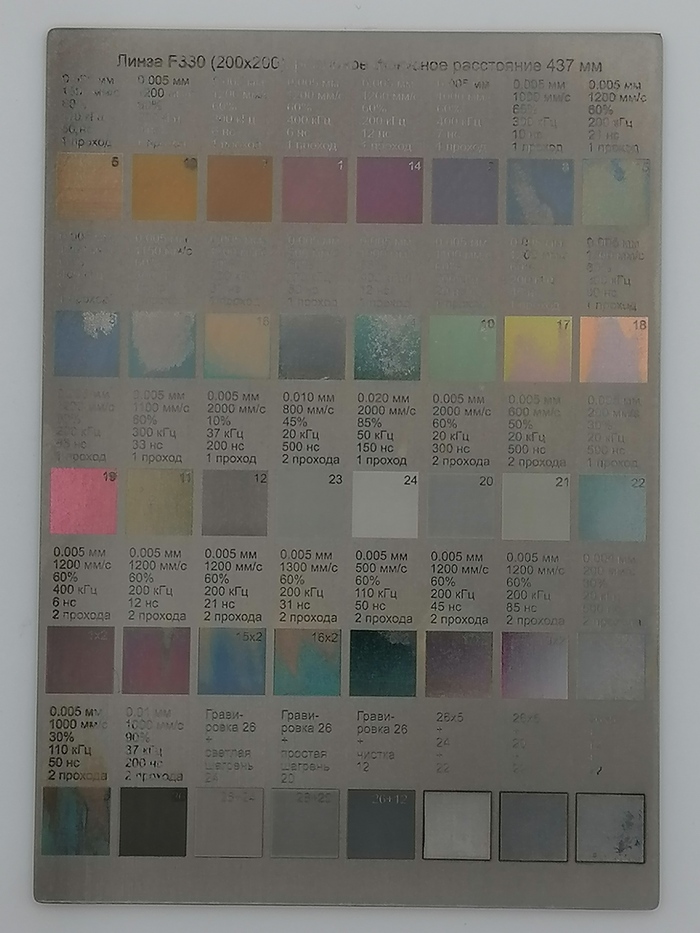
Но потом я сделал это. Назовем ее Заготовка 3:
Первые вопросы, которые у многих возникают:
Почему она такая темная?
Квадратов (а значит и режимов) больше?
Почему тут следов коррозии явно больше?
Отвечаю:
Она вся темнее, так как я отгравировал всю поверхность, а не как на Заготовке 2, часть. Вот такая матовая хрень собирала влагу и пыль в течение одного дня.
Режимов добавилось только 2: хамелеон (под разными углами света меняется цвет маркировки) и жесткая гравировка (с пониженной скоростью, на пределе мощности маркиратора... как любят делать большинство, кто не бережет маркиратор). Остальные 8 квадратов - это смеси других режимов (для более глянцевой или наоборот матовой поверхности). (На самом деле я еще подправил 1 режим, недохамелеон, который меняет 3 цвета, но на общую картину он не влияет).
Ну а почему же здесь все явно в дерьмище коррозии? Просто я закинул эту заготовку в ту же воду, в которой до этого отмокали первые две.

Это не баночка с анализами, а тот самый суп, в котором лежали эти 3 заготовки из 430 нержи. А теперь там "доваривается" еще 3 эксперимента, общая суть которого проверить коррозионостойкость других марок нержавейки при наличии в воде уже большого количества растворенного говна оксида железа.
Но вернёмся к заготовке 3.
Квадрат 12 (чистка) - пока без следов коррозии.
Квадрат 22 (черная маркировка) - пока без следов коррозии.
Нижний ряд, кроме крайнего левого и крайнего правого, кажется тоже "ржавчину не впитали".
Нижний левый квадрат - то самый хамелеон. На него надежд не было изначально. Он зацвел прям ярко ржавой ржой.
А вот от картины на нижнем правом квадрате я приуныл. Там после гравировки был проход чистки и нанесения черной маркировки.
Так как параллельно с этим экспериментом идет эксперимент над гравировкой стекла, выводы по насильственным действиям над 430 нержой делайте сами. И так растянулось все на 5 постов.


Кроме маркиратора и стекла нам понадобятся и другие материалы. А какие, увы, вынужден рассказать уже на своей странице в ВК. Как видно на фото, гравировка имеет различные оттенки. Сейчас образцы испытываются на износостойкость.
В последнее время что-то постить и комментировать на Пикабу становится невозможно. Это связано с блокировщиками рекламы, которые я отключать не собираюсь.
Если что, можете минусить.
UPD: добавил видео
По понятным причинам я не публикую работы, относящиеся к коммерческой тайне или личной информации (приборы с макрировкой, фотомаркировку людей и пр.).
Ну что остается, то остается.
Наконец-то пришел правильный патрон для колец. Своих заказов ждет очень много людей.
Жетон на странной нержавейке. Не магнитится, но цвета я подобрал только с 3 раза, так как преднастроенные цвета для 201/304/430 нерже тут выходили совершенно другими.

Отбракованный мной же жетон. В чем брак - видно на фото. Но что не видно - цвет под разными углами обзора разный, хотя маркировка на одном и том же режиме (но об этом как-нибудь в другой теме)
Ну и куда же без них: фотомаркировки и Бурунова.

В связи с разнообразными глюками на Пикабу (связанными в основном с AdBlock) решил все же валить в соц.сети. Иногда буду что-то тут постить, но мало.
Сейчас пойдет куча работ на кольцах (латунь, нержавейка, титан и золото), но их тут размещать не вижу смысла.
Администрация Пикабу, если вы надеетесь, что я отключу AdBlock, чтобы читать все чужие комментарии, оставлять свои, но при этом смотреть всратую рекламу на вашем сайте, вы ошибаетесь. Мне проще забить на Пикабу, чем смотреть рекламу всякого шлака через пост.
Пост будет коротким и скорее не очередной саморекламой (многие же так думают, да?) а призывом к халяве.


Если у вас есть интересные, но за ненадобностью валяющиеся в углу тумбочки камни, а сами вы живете в Москве, то готов БЕСПЛАТНО сделать на вашем камне гравировку.
Естественно бесплатно только на 1 виде камня.
Прозрачные и полупрозрачный камни, увы гравируются только с танцами с бубном (пропиткой, покраской, отраженным светом), поэтому в категорию бесплатно они не подойдут.
Всех приветствую.
Сразу хочу предупредить, что новости для большинства маркировщиков, в том числе для hexus16 у меня печальные:
Не даром говорят производители: маркировка алюминия черным цветом на лазере невозможна очень сложна.
По традиции немного теории.

Алюминий обладает:
лёгкостью (плотность 2,7 г/см3);
серебристо-серым цветом;
высокой электропроводностью;
ковкостью;
пластичностью;
температурой плавления – 658°C;
температурой кипения – 2518,8°C.
В отличие от оксидов многих других металлов, оксид алюминия, как и алюминий в чистом виде, тоже, сцуко, серый.
И как ты не грей лазером поверхность алюминия, эта пакость будет либо разрушаться при гравировке, либо немного темнеть при маркировке, но никогда не окрасится в многими желанный черный цвет. Максимум в какие-то темно-серые тона.
Естественно существует много способов окрасить алюминий в черный цвет, например: покраска жидкой или порошковой краской, покраска с применением электрохимического анодирования и черных органических пигментов.
А вот такие вещи, как электрохимическое травление и электрохимическое оксидирование (вариант анодирования) все же так же дадут темные тона серого цвета (в зависимости от оксидной пленки цвет будет тем темнее, чем больше ее толщина), но никак не черный цвет.

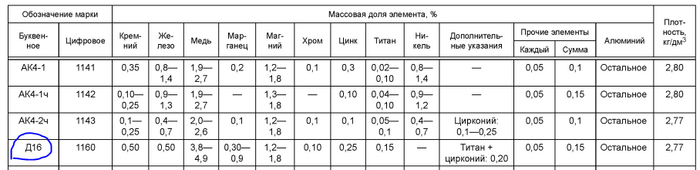
Но все же не так все печально, как кажется. Добавить "черноты" при маркировке могут примеси, которые содержатся в алюминиевых сплавах (Д16, В95 и пр.), такие как кремний, железо и пр. (https://kemerovo.mpstar.ru/info/standarty/gost-4784-2019.pdf)
И как и с аналогичными экспериментами со сталью:
Латунью и нейзильбером:
Так и с алюминиевыми сплавами нужно подобрать режим и ту самую границу перехода маркировки в гравировку.
Я сегодня потратил 5 часов на это, но идеального варианта подобрать смог только на очень сложном режиме с контролем импульса (MOPA). На режимах, схожих без этого контроля получались всратые серые тона.
Начал я с обезжиривания плиты из Д16Т лазером
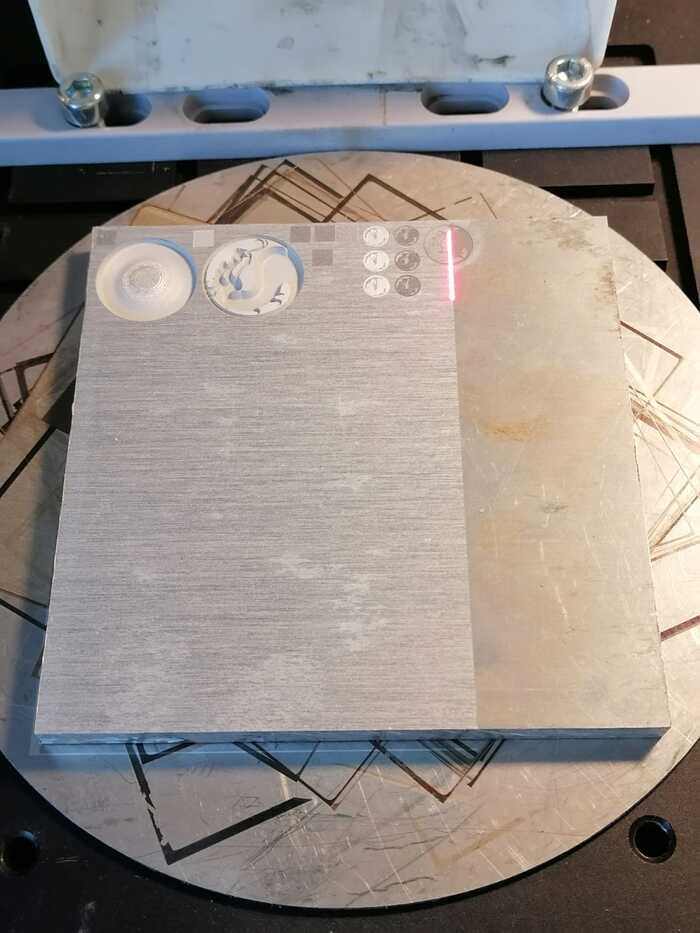
Хотел сначала сразу снять оксидную пленку, но подумал, что эксперимент может затянуться, а алюминий окисляется довольно быстро даже на воздухе.
А потом начал долго и упорно гуглить.
Но не было бы этого поста, если результат так просто можно было бы найти.
Охереть, конечно, маркировщики - это как общество масонов: хрен какую информацию о них самих и их работе найдешь. Я и не нашел.
Поэтому я просто стал долго и упорно играть с режимами.
Но не буду вдаваться в мои мучения, поэтому перейдем сразу к результатам
Напоминаю, у меня станок JPT 30W MOPA M7.
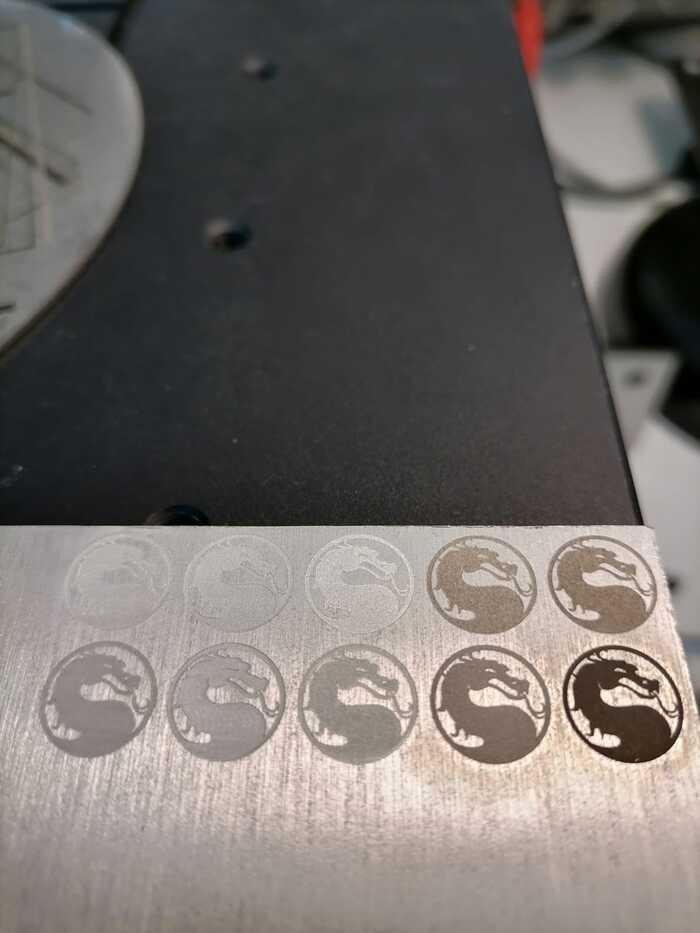
Верхний ряд - испытания на линзе F330 (рабочее поле 200х200 мм). На первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой.
Четвертая эмблема - это попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 95% от номинальной и очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F330 - 0,06 мм, плотность установил 0,05 мм). Скажу сразу, испытывал на больших плотностях (от 0,04 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 95% от номинальной и те же 10 мм/с. Явно мощности лазера при таком фокусе недостаточно.
Нижний ряд - на линзе F160 (рабочее поле 100х100 мм). Также на первые 3 эмблемы слева можете не особо обращать внимания, это гравировка, потом гравировка с чисткой и гравировка с чисткой и полировкой (которую я так и не подобрал, кстати).
Четвертая эмблема - это также попытка сделать черную маркировку на частоте 110 кГц (ширина импульса тут 45 нс, но это условно базовая для такой частоты ширина импульса), мощности 60% от номинальной (скажу сразу, если увеличивать мощность - начнется гравировка, и цвет станет светлее, так и в случае уменьшения мощности, но там уже не будет хватать мощности лазера для окисления) и так же очень маленькой скорости (10 мм/с). Плотность заливки была чуть меньше пятна луча в фокусе (пятно луча на F160 - 0,035 мм, плотность установил 0,03 мм). Опять испытывал на больших плотностях (от 0,02 до 0,005) - эффект еще хуже, а цвет светлее.
Пятая эмблема - частота 1000 кГц, ширина импульса 2 нс, мощность 50% от номинальной и те же 10 мм/с.

И это, на самом деле, не черный, а очень темно-серый цвет.
Вариации с дальнейшим увеличением частоты, уменьшением частоты, увеличением или уменьшением мощности, плотности заливки и скоростью перемещения лазера приводили только к более светлым тонам, как и режим "спираль" или "воблер".
На фотографии ниже приведен еще один пример:
Слева - Д16Т, справа - сплав, похожий на АК12 (на 100% не уверен). Режимы при маркировке одинаковые, но на АК12 цвет явно светлее, что обуславливается различным % содержанием примесей


Ну как-то так.

